焊接车刀采购价多少钱?价格便宜厂家 丰华工具有限公司具备先进焊接车刀、焊接刀具、白钢车刀、轧辊车刀、螺纹先刀制造设备与技术,保证产品良好的应用价值. 烧结碳化焊接车刀为粉未冶金的产品,碳化钨刀具主要成分为50%~90%钨,并加入钛、钼、钽等以钴粉作为结合剂,再经加热烧结完成。碳化刀具的硬度较任何其它材料均高,有zui硬高碳钢的三倍,适用于切削较硬金属或石材,因其材质脆硬,故只能制成片状,再焊于较具韧性之刀柄上,如此刀刃钝化或崩裂时,可以更换另一刀口或换新刀片,这种够车刀称为舍弃式车刀。
焊接车刀的刀端角刀刃前端与刀柄垂直之角度。此角度的作用为保持刀刃前端与工件有一间隙避免刀刃与工件磨擦或擦伤已加工之表面。
焊接车刀,顾名思义焊接车刀是以焊接方式对刀刃部分和刀体部分进行连接的,通过脱水硼砂,铜片,锰铁,玻璃粉等焊料,经高温融化,让合金,高速钢,立方氮化硼,金刚石,陶瓷等材质刀片与槽型一致的刀杆粘接在一起,以达到机加工作业的使用要求。
焊接车刀的后斜角从刀顶面自刀鼻向刀柄倾斜的角度为后斜角。此角度主要是在引导排屑及减少排屑阻力。切削一般金属,高速钢车刀一般为8~16度,而碳化物车刀为负倾角或零度。
焊接车刀的前间隙角自刀鼻往下向刀内倾斜的角度为前间隙角,因有前间隙角,工作面和刀尖下形成一空间,使切削作用集中于刀鼻。若此角度太小,刀具将在表面上摩擦,而产生粗糙面,角度太大,刀具容易发生震颤,使刀鼻碎裂无法光制。装上具有倾斜中刀把的车刀磨前间隙角时,需考虑刀把倾斜角度。高速钢车刀此角度约8~10度之间,碳化物车刀则在6~8度之间。
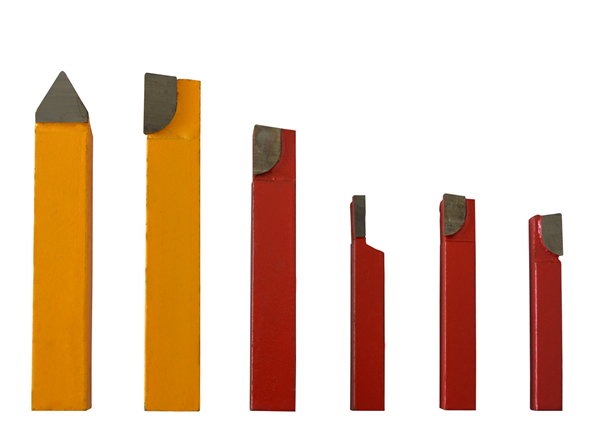
硬质合金焊接车刀根据性能和加工对象主要分为三种,红柄为YG类,以YG6和YG8为代表,主要用于铸铁,有色金属和非金属材料的粗加工,扒皮作业,优点是抗弯强度较高,缺点是耐磨性较差,只能用于低速加工,黄柄为YW类,以YW1,YW2为代表,主要用于不锈钢等粘度较高材料的半精和精加工。
|

